易拉罐下料问题:数学模型与优化策略解析
本文聚焦易拉罐下料问题,详细阐述其问题分析、数学模型构建及求解过程。通过对不同冲压模式的分析,以净利润最大为目标建立模型,并利用相关工具求解。
内容摘要
本文聚焦易拉罐下料问题,详细阐述其问题分析、数学模型构建及求解过程。通过对不同冲压模式的分析,以净利润最大为目标建立模型,并利用相关工具求解。
关键词:易拉罐下料;数学模型;净利润最大化;约束条件
一、引言
在制造业中,下料问题一直是影响生产成本和生产效率的关键因素。对于易拉罐生产企业来说,如何合理利用原材料进行冲压,在满足生产需求的同时最大化利润,是一个亟待解决的重要问题。本文将深入探讨易拉罐下料问题,通过建立数学模型并求解,为企业提供科学的生产决策依据。
二、易拉罐下料问题实例
2.1 问题描述
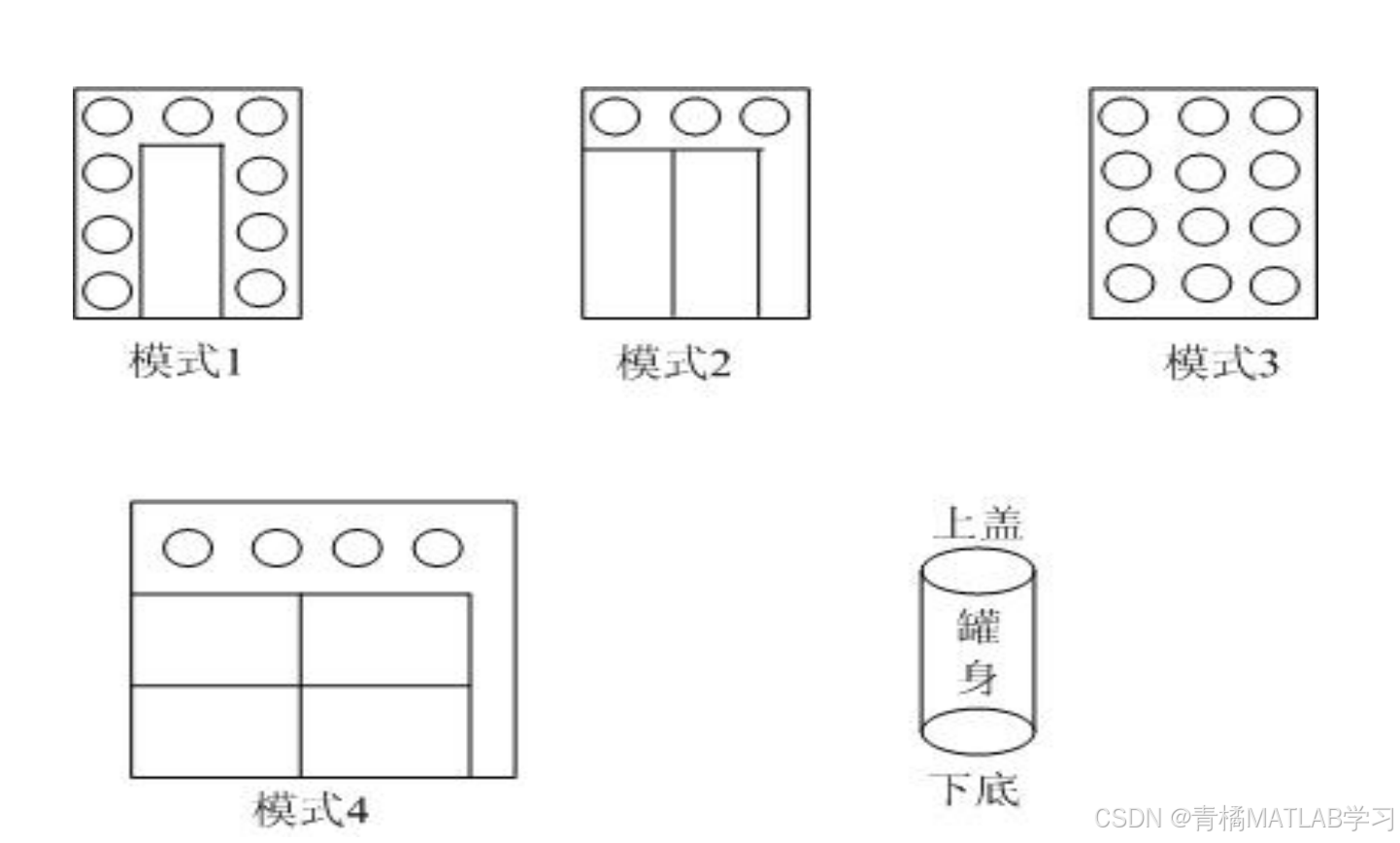
某公司采用一套冲压设备生产一种罐装饮料的易拉罐,该易拉罐由镀锡板冲压制成,包括罐身、上盖和下底。罐身高10cm,上盖和下底的直径均为5cm。某公司采用一套冲压设备生产一种罐装饮料的易拉罐,该易拉罐由镀锡板冲压制成,包括罐身、上盖和下底。罐身高10cm,上盖和下底的直径均为5cm。
公司使用两种不同规格的镀锡板原料,规格1的镀锡板为正方形,边长24cm;规格2的镀锡板为长方形,长、宽分别为32cm和28cm。公司使用两种不同规格的镀锡板原料,规格1的镀锡板为正方形,边长24cm;规格2的镀锡板为长方形,长、宽分别为32cm和28cm。
由于生产设备和生产工艺的限制,对于规格1的镀锡板原料,只可以按照图1中的模式1、2或3进行冲压;对于规格2的镀锡板原料只能按照模式4进行冲压。使用模式1、2、3、4进行每次冲压所需要的时间分别为1.5s、2s、1s、3s。
该工厂每周工作40h,每周可供使用的规格1、2的镀锡板原料分别为5万张和2万张。目前每只易拉罐的利润为0.10元,原料余料损失为 0.001 元 / c m 2 0.001元/cm² 0.001元/cm2(如果周末有罐身、上盖或下底不能配套组装成易拉罐出售,也看作是原料余料损失)。在这些条件下,工厂需要确定如何安排每周的生产,以实现利润最大化。
2.2 问题分析
- 计算余料损失:与钢管下料问题不同,易拉罐下料问题中切割模式已经确定,关键在于计算各种模式下的余料损失。已知上盖和下底的直径 d = 5 c m d = 5cm d=5cm,根据圆的面积公式 S = π d 2 4 S = \frac{\pi d^{2}}{4} S=4πd2,可得其面积为 S 1 = π d 2 / 4 ≈ 19.6 c m 2 S_{1}=\pi d^{2} / 4 ≈ 19.6cm² S1=πd2/4≈19.6cm2,周长 L = π d ≈ 15.7 c m L=\pi d ≈ 15.7cm L=πd≈15.7cm。已知罐身高 h = 10 c m h = 10cm h=10cm,根据圆柱侧面积公式 S = h L S = hL S=hL,可得罐身面积为 S 2 = h L ≈ 157.1 c m 2 S_{2}=hL ≈ 157.1cm² S2=hL≈157.1cm2。由此可计算出模式1下的余料损失为 2 4 2 − 9 S 1 − S 2 ≈ 242.2 c m 2 24^{2}-9S_{1}-S_{2} ≈ 242.2cm² 242−9S1−S2≈242.2cm2。同理计算其它模式下的余料损失,并将4种冲压模式的特征归纳如下表所示:
| 罐身个数 | 底、盖个数 | 余料损失( c m 2 cm² cm2) | 冲压时间(s) | |
|---|---|---|---|---|
| 模式1 | 1 | 9 | 242.2 | 1.5 |
| 模式2 | 2 | 3 | 202.9 | 2 |
| 模式3 | 0 | 12 | 340.4 | 1 |
| 模式4 | 4 | 4 | 189.1 | 3 |
- 确定目标与约束:问题的目标是使易拉罐的利润扣除原料余料损失后的净利润最大。约束条件除了每周工作时间和原料数量限制外,还要考虑罐身和底、盖的配套组装问题。因为只有罐身和底、盖数量匹配才能组装成完整的易拉罐进行销售,所以配套组装的约束至关重要。
2.3 模型建立
- 决策变量:用 x i x_{i} xi表示按照第 i i i种模式的冲压次数( i = 1 , 2 , 3 , 4 i = 1,2,3,4 i=1,2,3,4), y 1 y_{1} y1表示一周生产的易拉罐个数。为计算不能配套组装的罐身和底、盖造成的原料损失,用 y 2 y_{2} y2表示不配套的罐身个数, y 3 y_{3} y3表示不配套的底、盖个数。考虑到生产量较大,为简化计算,可把它们看成是实数,从而用线性规划模型处理,计量单位为万。
- 决策目标:假设每周生产的易拉罐能够全部售出,公司每周的销售利润是 0.1 y 1 0.1y_{1} 0.1y1。原料余料损失包括两部分:4种冲压模式下的余料损失,和不配套的罐身和底、盖造成的原料损失。按照前面的计算及表中的结果,总损失为 0.001 ( 242.2 x 1 + 202.9 x 2 + 340.4 x 3 + 189.1 x 4 + 157.1 y 2 + 19.6 y 3 ) 0.001(242.2x_{1}+202.9x_{2}+340.4x_{3}+189.1x_{4}+157.1y_{2}+19.6y_{3}) 0.001(242.2x1+202.9x2+340.4x3+189.1x4+157.1y2+19.6y3)。于是,决策目标为:
max 0.1 y 1 − 0.001 ( 242.2 x 1 + 202.9 x 2 + 340.4 x 3 + 189.1 x 4 + 157.1 y 2 + 19.6 y 3 ) \max 0.1y_{1}-0.001(242.2x_{1}+202.9x_{2}+340.4x_{3}+189.1x_{4}+157.1y_{2}+19.6y_{3}) max0.1y1−0.001(242.2x1+202.9x2+340.4x3+189.1x4+157.1y2+19.6y3) - 约束条件:
- 时间约束:每周工作时间不超过 40 h = 144000 s = 14.4 40h = 144000s = 14.4 40h=144000s=14.4(万秒),由表中最后一列可得 1.5 x 1 + 2 x 2 + x 3 + 3 x 4 ≤ 14.4 1.5x_{1}+2x_{2}+x_{3}+3x_{4} \leq 14.4 1.5x1+2x2+x3+3x4≤14.4。这是因为冲压时间总和不能超过每周的工作总时长,否则无法完成生产任务。
- 原料约束:每周可供使用的规格1、2的镀锡板原料分别为5万张和2万张,即 x 1 + x 2 + x 3 ≤ 5 x_{1}+x_{2}+x_{3} \leq 5 x1+x2+x3≤5, x 4 ≤ 2 x_{4} \leq 2 x4≤2。原料数量的限制直接决定了不同冲压模式的最大使用次数。
- 配套约束:由表可知,一周生产的罐身个数为 x 1 + 2 x 2 + 4 x 4 x_{1}+2x_{2}+4x_{4} x1+2x2+4x4,一周生产的底、盖个数为 9 x 1 + 3 x 2 + 12 x 3 + 4 x 4 9x_{1}+3x_{2}+12x_{3}+4x_{4} 9x1+3x2+12x3+4x4。因为要尽可能将它们配套组装成易拉罐销售,所以 y 1 y_{1} y1满足 y 1 = min { x 1 + 2 x 2 + 4 x 4 , ( 9 x 1 + 3 x 2 + 12 x 3 + 4 x 4 ) / 2 } y_{1}=\min \{x_{1}+2x_{2}+4x_{4},(9x_{1}+3x_{2}+12x_{3}+4x_{4}) / 2\} y1=min{x1+2x2+4x4,(9x1+3x2+12x3+4x4)/2}。此时不配套的罐身个数 y 2 y_{2} y2和不配套的底、盖个数 y 3 y_{3} y3应为 y 2 = x 1 + 2 x 2 + 4 x 4 − y 1 y_{2}=x_{1}+2x_{2}+4x_{4}-y_{1} y2=x1+2x2+4x4−y1 y 3 = 9 x 1 + 3 x 2 + 12 x 3 + 4 x 4 − 2 y 1 y_{3}=9x_{1}+3x_{2}+12x_{3}+4x_{4}-2y_{1} y3=9x1+3x2+12x3+4x4−2y1。配套约束确保了生产出的罐身和底、盖能够最大程度地组装成易拉罐,避免因不配套而造成的原料浪费。
2.4 模型求解
- 求解方法:编写Matlab程序如下:
% 定义目标函数系数
f = [-0.1, 0.2422, 0.2029, 0.3404, 0.1891, 0.1571, 0.0196];
% 定义线性不等式约束矩阵A和向量b
A = [1.5, 2, 1, 3, 0, 0, 0;
1, 1, 1, 0, 0, 0, 0;
0, 0, 0, 1, 0, 0, 0];
b = [14.4; 5; 2];
% 定义等式约束矩阵Aeq和向量beq(这里没有等式约束,设为空)
Aeq = [];
beq = [];
% 定义决策变量的下限
lb = [0, 0, 0, 0, 0, 0, 0];
% 决策变量没有上限,设为空
ub = [];
% 定义非线性约束函数
nonlcon = @(x) canning_constraints(x);
% 调用fmincon函数求解
[x, fval] = fmincon(@(x) f*x', x0, A, b, Aeq, beq, lb, ub, nonlcon);
% 输出结果
fprintf('按照模式1冲压次数: %.0f\n', x(2));
fprintf('按照模式2冲压次数: %.0f\n', x(3));
fprintf('按照模式3冲压次数: %.0f\n', x(4));
fprintf('按照模式4冲压次数: %.0f\n', x(5));
fprintf('一周生产的易拉罐个数: %.0f\n', x(1));
fprintf('不配套的罐身个数: %.0f\n', x(6));
fprintf('不配套的底、盖个数: %.0f\n', x(7));
fprintf('净利润: %.2f万元\n', -fval);
% 非线性约束函数的具体实现
function [c, ceq] = canning_constraints(x)
y1 = x(1);
x1 = x(2);
x2 = x(3);
x3 = x(4);
x4 = x(5);
y2 = x(6);
y3 = x(7);
% 配套约束条件
c1 = y1 - (x1 + 2*x2 + 4*x4);
c2 = y1 - (9*x1 + 3*x2 + 12*x3 + 4*x4)/2;
c3 = x1 + 2*x2 + 4*x4 - y1 - y2;
c4 = 9*x1 + 3*x2 + 12*x3 + 4*x4 - 2*y1 - y3;
c = [c1; c2; c3; c4];
ceq = [];
end
- 结果分析:通过分析结果,企业可以清晰地了解到每种冲压模式的最优使用次数、每周生产的易拉罐数量以及不配套的罐身和底、盖数量,从而根据这些信息合理安排生产,实现利润最大化的目标。
2.5 评注
- 下料问题建模要点:下料问题的建模主要包含确定下料模式和构造优化模型两部分。对于易拉罐下料这类二维问题,相较于钢管下料这样的一维问题更为复杂。在确定下料模式时,需要考虑原材料的规格、冲压工艺的限制以及产品的形状和尺寸等多个因素。构造优化模型时,则要综合考虑各种约束条件,确保模型能够准确反映实际生产情况。
- 模型优化方向:在实际应用中,企业可以根据市场需求的变化、原材料价格的波动以及生产工艺的改进等因素,对模型进行进一步的优化。例如,当易拉罐的市场需求发生变化时,可调整决策目标和约束条件,重新求解模型,以适应市场变化,保持企业的竞争力。
三、总结
易拉罐下料问题通过建立合理的数学模型并求解,为企业提供了科学的生产决策依据。在实际生产中,企业可以根据模型的计算结果,合理安排冲压模式的使用次数,优化生产流程,减少原料余料损失,提高生产效率和利润。
欢迎加入 MCP 技术社区!与志同道合者携手前行,一同解锁 MCP 技术的无限可能!
更多推荐
 34
34 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)